
Dans les assemblages de tuyauterie soumis à des cyclages thermiques répétés, à des pressions élevées ou à des fluides corrosifs, le choix du joint d’étanchéité conditionne directement la sécurité et la continuité de production. Les joints semi-métalliques — qui combinent un élément porteur en métal et un matériau compressible — couvrent une part significative des applications critiques en pétrochimie, en raffinerie et dans la production d’énergie. Ce guide technique identifie les critères de sélection décisifs selon vos conditions de service réelles.
Fonctionnement d’un joint semi-métallique : la mécanique d’étanchéité expliquée
La performance d’une étanchéité en environnement sévère repose sur une physique complexe. Contrairement aux joints plats conventionnels, les modèles semi-métalliques sont conçus pour offrir une réponse dynamique aux contraintes mécaniques et thermiques subies par les installations de process.
L’association métal et matériau compressible
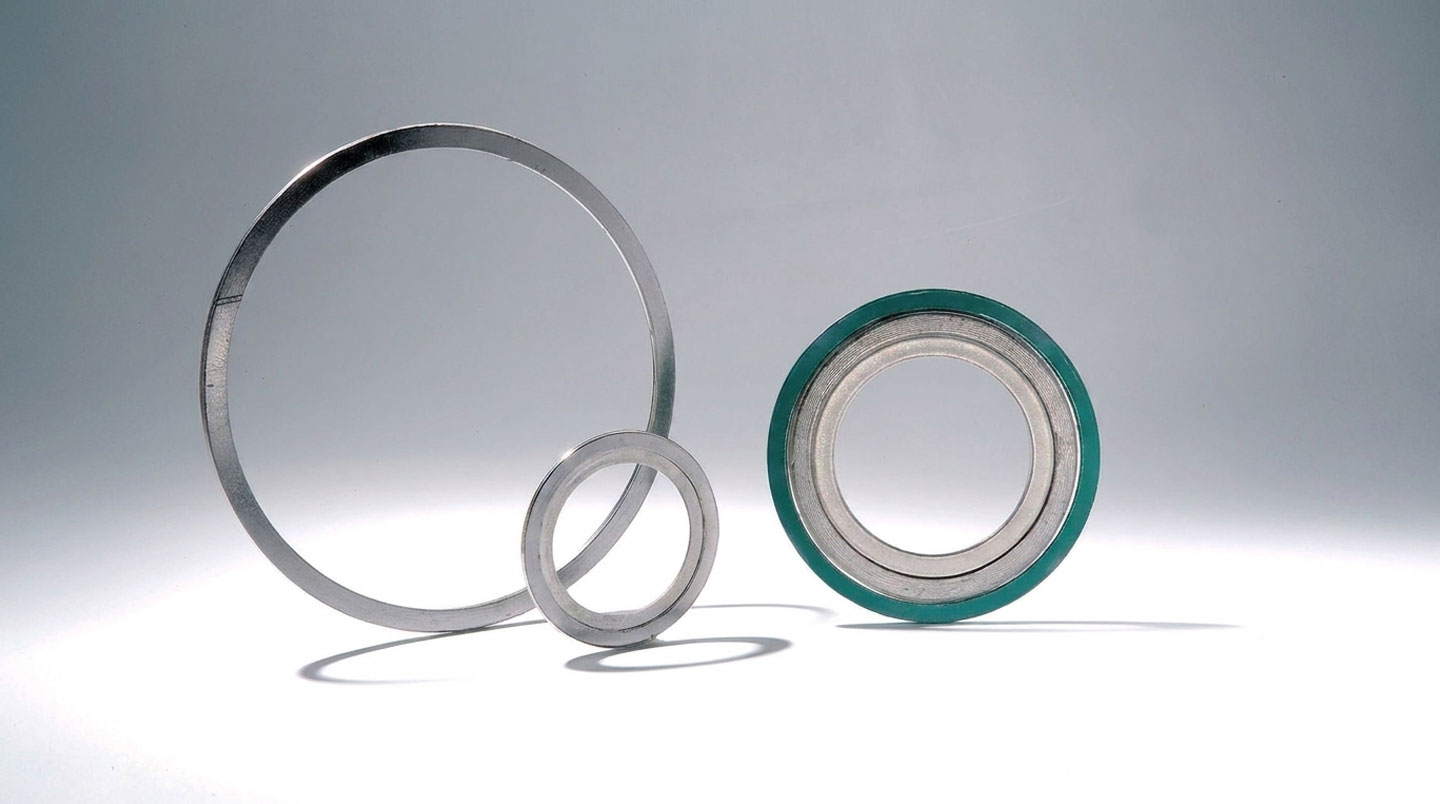
Un joint semi-métallique repose sur un principe mécanique précis : associer la résistance structurelle d’un feuillard métallique à la capacité de déformation d’un matériau d’insertion. Sous l’effet du serrage des brides, le matériau compressible — graphite ou PTFE selon l’application — se déforme et épouse les irrégularités microscopiques des surfaces de contact. La structure métallique, elle, absorbe les efforts mécaniques sans se déformer au-delà du domaine élastique. C’est cette dualité qui confère au joint semi-métallique sa capacité à maintenir l’étanchéité même après des variations de pression ou de température.
Le graphite expansé est le matériau d’insertion le plus utilisé pour les applications haute température. Sa résistance thermique, sa compatibilité avec une grande variété de fluides industriels et sa faible perméabilité en font un choix de référence dans les environnements jusqu’à plusieurs centaines de degrés Celsius. Le PTFE, quant à lui, s’impose dès que la résistance chimique prime sur la tenue thermique — notamment face aux acides, aux solvants ou aux fluides oxydants. Ces deux matériaux couvrent la majorité des situations rencontrées dans les process industriels continus. Pour approfondir les caractéristiques de chaque référence, les solutions de fabricant de joints semi-métalliques spécialisées détaillent les plages de service validées par type de technologie.

Brides compatibles : emboîtement, gorge et configurations RTJ
La géométrie de la bride détermine largement le type de joint utilisable. Les joints semi-métalliques s’intègrent naturellement dans les brides à gorge et à emboîtement — simple ou double — où la rainure guide et confine le joint pendant le serrage. Ce confinement mécanique améliore la stabilité dimensionnelle du joint et réduit les risques d’extrusion sous pression. Les brides lisses (type flat face ou raised face) sont également compatibles avec certaines configurations spiralées, à condition que les classes de pression ASME soient respectées.
Les assemblages de classe ASME 300, 600, 900 et au-delà correspondent aux niveaux de pression les plus courants dans les installations pétrochimiques. La correspondance entre classe de bride et type de joint n’est pas anodine : un joint sous-dimensionné par rapport à la classe d’assemblage peut générer une déformation résiduelle irréversible au premier pic de pression, compromettant définitivement l’étanchéité. La pratique du terrain démontre que cette inadéquation est l’une des causes les plus fréquentes de fuites lors des remises en service après maintenance.
À noter pour les assemblages RTJ : Certaines technologies semi-métalliques, comme le Style CR, permettent un contact métal-métal garantissant la stabilité mécanique requise dans les configurations Ring Type Joint à haute pression. Ce mode de contact réduit significativement les risques de relaxation du joint sous température croissante.
Quel joint semi-métallique selon vos conditions de service ?
Spécifier un joint ne se limite pas à choisir un diamètre. Il est impératif de croiser les limites physiques des composants avec les conditions opérationnelles réelles du réseau pour garantir la fiabilité de l’assemblage et la sécurité des opérateurs.
Arbre de sélection par température, pression et type de bride
La sélection d’un joint semi-métallique n’est pas une démarche linéaire : trois variables interagissent simultanément — la température de service, la pression nominale et la géométrie de la bride. Négliger l’une d’elles conduit systématiquement à une sélection inadaptée. L’arbre décisionnel ci-dessous structure cette logique de choix selon les configurations les plus fréquemment rencontrées en industrie.
- Si la température de service dépasse 260°C avec cyclage thermique :
Privilégiez un joint spiralé avec insertion en graphite expansé. La reprise élastique des spires métalliques absorbe les dilatations différentielles entre la bride et la tuyauterie, maintenant la charge de contact sans fluage.
- Si le fluide est chimiquement agressif (acides, solvants, fluides oxydants) à températures modérées :
Orientez-vous vers un joint spiralé avec insertion PTFE. Ce matériau offre une résistance chimique étendue et convient aux applications où la contrainte thermique reste inférieure à environ 260°C.
- Si l’assemblage est une bride à gorge ou emboîtement sous classe ASME 600 et au-delà :
Le joint semi-métallique à âme striée ou à double emboîtement assure la stabilité dimensionnelle requise. La répartition homogène des charges sur la surface de contact est critique à ces niveaux de pression.
- Si l’application concerne un échangeur à plaques tubulaires avec contraintes thermomécaniques sévères :
La technologie Change™ est spécifiquement développée pour cette configuration. Elle garantit l’étanchéité face aux sollicitations combinées de pression interne et de dilatation axiale des tubes.
Cette logique de sélection doit s’appuyer sur les spécifications techniques de chaque référence. Les normes ASME encadrent précisément les exigences de performance des assemblages bridés dans les industries sous pression : consulter directement les fiches techniques du fabricant retenu permet de croiser les plages de service garanties avec les conditions réelles de l’installation.
Cas pratique : échangeur de chaleur en raffinerie sous cyclage thermique intense
Prenons la situation d’un atelier de maintenance d’une raffinerie pétrochimique planifiant la révision d’un échangeur de chaleur lors d’un arrêt programmé. Le défi posé par l’équipe méthodes : garantir l’étanchéité durable d’un assemblage bridé soumis à des cycles thermiques répétés entre 250°C et 400°C, dans un contexte de pression élevée. Les joints d’origine, des joints organiques compressibles, avaient subi une déformation résiduelle irréversible après plusieurs cycles, générant des micro-fuites détectées lors du contrôle pré-arrêt.
La solution retenue : remplacer les joints défaillants par des joints semi-métalliques spiralés à insertion graphite, conçus pour absorber les dilatations différentielles sans perte de charge de contact. L’aléa rencontré lors de la préparation : les brides en place ne correspondaient pas exactement aux dimensions standards cataloguées, nécessitant une vérification des tolérances d’alésage avant commande. Un point que les équipes de maintenance expérimentées anticipent systématiquement lors des révisions d’équipements anciens.
Les technologies Flexitallic : spiralé, âme striée et solutions sur-mesure
En tant que leader mondial, Flexitallic a développé des solutions brevetées qui redéfinissent les standards de sécurité. Chaque technologie répond à un mode de défaillance spécifique observé dans les industries de pointe, de la cryogénie à la vapeur haute pression.
Joint spiralé : reprise élastique et polyvalence
Flexitallic est le pionnier du joint spiralé depuis 1912. Cette ancienneté n’est pas anecdotique : elle traduit une maîtrise accumulée des paramètres de fabrication — tension du feuillard, angle d’enroulement, densité d’insertion — qui déterminent directement la performance du joint sous charge. Le joint spiralé consiste en un enroulement alterné d’un feuillard métallique et d’un matériau d’insertion, formant une structure en V dont chaque spire constitue un ressort élémentaire.
La reprise élastique est la propriété distinctive de cette technologie : lorsque la pression interne fluctue ou que la température modifie la géométrie de l’assemblage, les spires ajustent leur état de compression pour maintenir la charge de contact sur les surfaces de bride. Ce comportement dynamique est particulièrement précieux dans les applications soumises à des transitoires fréquents — démarrages, arrêts, changements de charge thermique — qui éprouvent les joints statiques conventionnels jusqu’à leur rupture d’étanchéité.
La pratique des services maintenance dans les unités de process confirme un constat récurrent : les fuites sur assemblages bridés surviennent majoritairement lors des phases de transition thermique, rarement en régime établi. Un joint sans capacité de reprise élastique se révèle alors inefficace face à ces sollicitations dynamiques, quel que soit le soin apporté au serrage initial.
Style CR et technologie Change™ : des réponses aux configurations exigeantes
Au-delà du joint spiralé standard, les technologies Flexitallic couvrent des configurations d’assemblage que les solutions génériques ne peuvent adresser de manière satisfaisante. Le Style CR est conçu pour les assemblages nécessitant un contact métal-métal : la bague de centrage intégrée assure une stabilité dimensionnelle pendant le serrage et empêche toute migration radiale du joint sous pression. Cette conception est particulièrement adaptée aux assemblages de classe ASME élevée où la précision de positionnement est critique pour la tenue mécanique globale.
La technologie Change™ répond à une problématique spécifique des échangeurs à plaques tubulaires : la combinaison d’une pression interne élevée et de dilatations axiales différentielles entre le corps de l’échangeur et les tubes. Les solutions d’étanchéité classiques, conçues pour des brides statiques, ne peuvent absorber ces mouvements sans perte progressive d’efficacité. Change™ intègre une géométrie d’insertion optimisée pour maintenir la charge de contact malgré ces mouvements relatifs, réduisant les interventions de re-serrage entre deux arrêts programmés.
Le récapitulatif ci-dessous synthétise les principales technologies Flexitallic selon leur domaine d’application optimal. Chaque configuration répond à des contraintes de service précises qui conditionnent le choix final.
| Technologie | Point fort principal | Application typique | Classe ASME cible |
|---|---|---|---|
| Joint spiralé graphite | Reprise élastique sous cyclage thermique | Tuyauteries process, vannes haute température | 300 à 2500+ |
| Joint spiralé PTFE | Résistance chimique étendue | Fluides corrosifs, acids, solvants | 150 à 900 |
| Style CR | Contact métal-métal garanti | Assemblages RTJ, haute pression critique | 600 à 2500+ |
| Change™ | Absorption des dilatations axiales | Échangeurs de chaleur à plaques tubulaires | 300 à 1500 |
Vos questions sur les joints semi-métalliques
Les questions que posent les ingénieurs méthodes et responsables maintenance convergent généralement autour de quelques points de friction récurrents. Les réponses ci-dessous synthétisent les informations techniques les plus fréquemment recherchées lors de la sélection ou du remplacement d’un joint semi-métallique.
Quelle est la différence concrète entre un joint spiralé et un joint à âme striée ?
Le joint spiralé est constitué d’un enroulement hélicoïdal alterné de feuillard métallique et de matériau d’insertion : sa structure en ressort lui confère une reprise élastique élevée, idéale pour les assemblages soumis à des variations de charge. Le joint à âme striée (ou joint métallique strié recouvert) repose sur une âme métallique usinée avec des striures concentriques parcourues d’un matériau compressible. Cette conception offre une plus grande rigidité dimensionnelle et une répartition de charge très homogène, adaptée aux brides qui nécessitent un positionnement précis et une stabilité sous serrage intense.
Le graphite et le PTFE sont-ils interchangeables comme matériaux d’insertion ?
Non, ces deux matériaux répondent à des contraintes différentes. Le graphite expansé supporte des températures élevées et convient à la majorité des fluides process, mais il est sensible aux agents oxydants forts (acide nitrique, eau oxygénée concentrée). Le PTFE présente une compatibilité chimique quasi-universelle, mais sa résistance thermique est limitée par rapport au graphite. Le choix doit donc s’appuyer sur les deux paramètres simultanément : température de service ET nature du fluide.
Peut-on réutiliser un joint semi-métallique après démontage ?
La pratique recommandée dans les environnements critiques est de remplacer systématiquement le joint lors de chaque démontage. Sous l’effet du serrage initial, la structure du joint subit une déformation plastique partielle qui modifie ses caractéristiques mécaniques. Un joint réutilisé ne peut pas garantir les mêmes performances d’étanchéité qu’un joint neuf, en particulier sous les classes de pression élevées (ASME 600 et au-delà). Cette règle est particulièrement stricte pour les applications en industries à risque (pétrochimie, raffinerie, nucléaire).
Comment vérifier la compatibilité entre un joint semi-métallique et une bride existante ?
La vérification repose sur trois points : le type de face de bride (raised face, flat face, ring type joint, emboîtement simple ou double), la classe de pression nominale (PN ou classe ASME), et le diamètre nominal (DN). Ces paramètres doivent correspondre exactement aux spécifications du joint sélectionné. Les normes ASME B16.20 et B16.21 encadrent les dimensions standard des joints pour brides industrielles et constituent les références de contrôle à utiliser lors de toute opération de remplacement ou de première installation.
La prochaine étape pour vous
- Identifier la température maximale de service et vérifier si des cyclages thermiques sont présents (démarrage/arrêt fréquents)
- Relever la classe ASME de la bride et le type de face (raised face, gorge, emboîtement, RTJ)
- Caractériser le fluide de process : composition, concentration, présence d’agents oxydants ou de fluides haute viscosité
- Croiser ces paramètres avec les fiches techniques du fabricant pour valider le matériau d’insertion (graphite vs PTFE) et la technologie adaptée
- Si l’application implique un échangeur à plaques tubulaires, vérifier spécifiquement la compatibilité avec les technologies conçues pour les dilatations axiales
Cette démarche de sélection structurée permet d’éviter les erreurs de spécification les plus coûteuses — celles qui ne se manifestent que sous pression réelle, lors d’un démarrage ou d’un transitoire de charge. Si les caractéristiques de vos assemblages sortent des configurations standard, notamment pour des géométries de brides non répertoriées ou des fluides à propriétés multiples, la consultation d’un complète utilement cette approche en élargissant la réflexion aux contraintes systémiques de votre installation. Les décisions d’étanchéité s’inscrivent rarement dans un isolement technique : elles interagissent avec le dimensionnement global de la ligne, les contraintes de maintenance préventive et les exigences réglementaires propres à chaque secteur industriel. Pour suivre les évolutions technologiques qui transforment également d’autres domaines connexes, le guide des innovations en systèmes de levage illustre comment les standards de performance industrielle progressent sur l’ensemble de la chaîne de production.